Doing More with Less: Aligning Chute Wear Life During Plant Expansion
The Situation
In the Australian gold industry, plant expansion often comes with a constraint:
You are expected to manage more — with the same, or fewer, people
During a recent expansion, this became a practical reality.
As the new circuit came online:
- Maintenance capacity was stretched
- Skilled labour availability was limited
- Continuous monitoring of wear areas was no longer feasible
The Goal
The objective was not simply to extend wear life.
It was to:
- Reduce maintenance demand
- Align wear life with planned shutdown schedules
This meant:
- Less intervention
- Less variability
- Predictable, synchronised maintenance
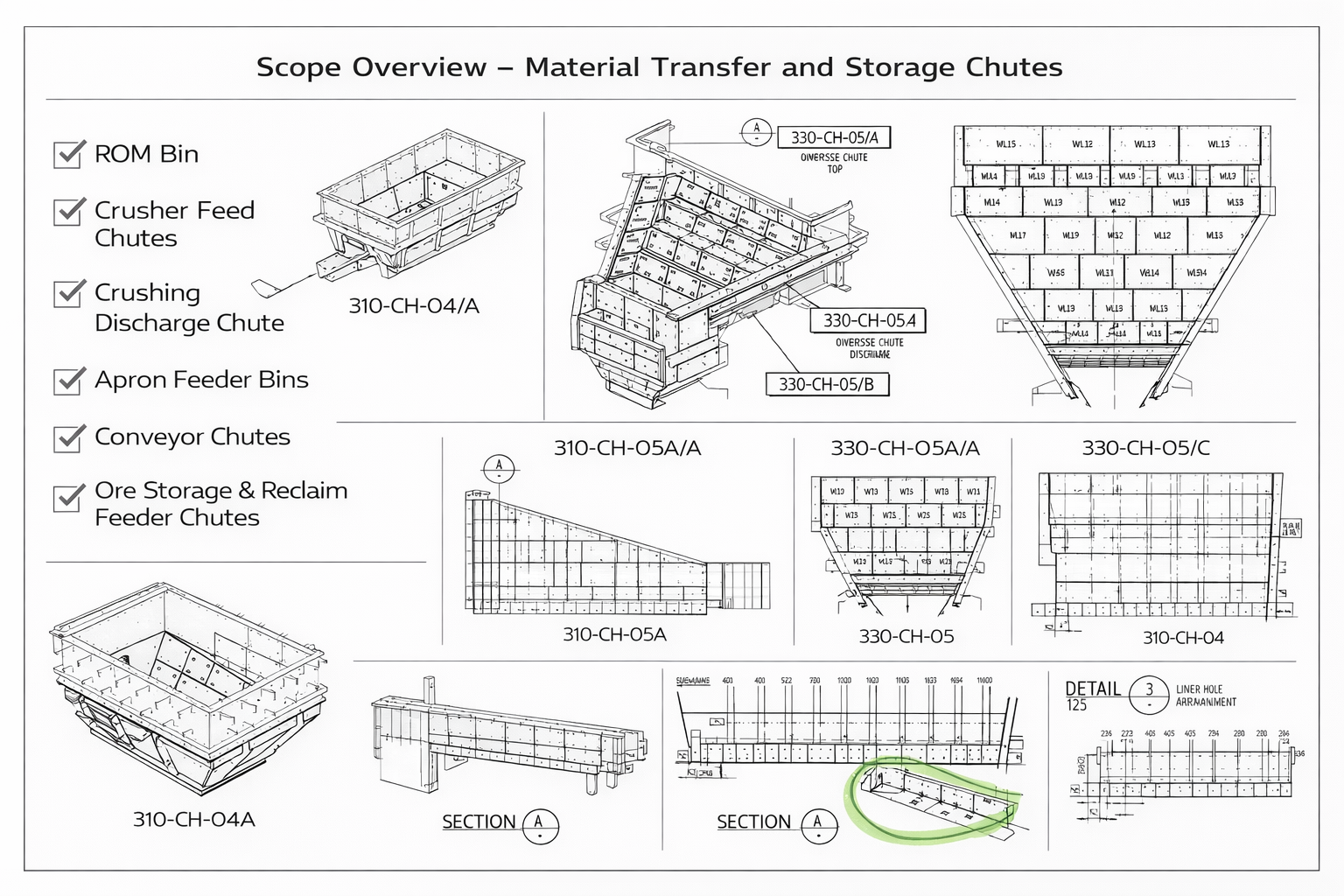
The Initial Situation — A Fragmented System
Across the circuit — from ROM bin to ore storage — the chute system reflected legacy EPC design:
- BHN 500 wear plates
- Mild steel and generic wear billets
- Mixed materials from different suppliers
- Chocky-block as patch-up/quick fix option (often the only immediate option available)
The Result
- Inconsistent wear life across chutes
- Frequent localised failures
- No alignment with shutdown schedules
👉 Maintenance became reactive and fragmented
The First Attempt — Better Parts, Same Problem
Initial improvements focused on upgrading components using known solutions:
- Overlay plates
- Insert casting wear billets
What These Delivered
- Better performance than BHN plates
- Practical implementation within limited timelines
What We Observed
- Overlay plates generally outperformed BHN plates
- Wear billets delivered expected durability
However
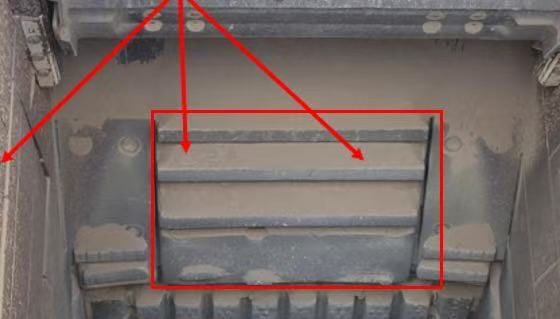
- Some overlay sections failed prematurely (chipping / break-off)
- Wear life still varied significantly between chute locations
👉 Improvement was achieved — but system alignment was not


The Turning Point — From Components to System
At this stage, the approach shifted:
From improving individual components
→ to aligning the entire chute system
Realisation
A single “high-performance” material cannot solve a multi-zone wear problem
Supplier Collaboration — Aligning Capability and Timing
The requirement was clearly defined:
- Short lead time
- Practical, executable solution
- Focus on delivery under constrained timelines
Critical Step
A required-by date was established early, allowing the supplier to:
- Plan resources
- Prioritise production
- Coordinate delivery
Working Approach
The outcome was achieved by combining capabilities:
Site
- Defined constraints
- Set priorities
- Established operating objectives
Supplier
- Provided material options
- Contributed design input
- Supported execution
👉 This alignment created leverage
- Faster problem-solving
- Better outcomes under time pressure

Solution Approach — Standardised Design, Customised Application
Instead of treating each chute as one unit:
👉 Each chute was broken down into distinct wear zones
Wear Strategy by Zone (Supplier's Map)
|
Wear Zone |
Objective |
Material Approach |
|
High-impact, high-wear zones |
Structural durability |
Thick reinforced insert liners |
|
High-impact zones |
Impact resistance |
Thin, high-impact resistant overlay |
|
Low-impact, high-wear zones |
Abrasion resistance |
White iron liners |
|
Large liners / lifting zones |
Reduced friction, extended wear life |
Smooth overlay liners (low coefficient of friction) |
|
Critical wear points |
Maximum resistance |
Reinforced inserts / tungsten-based pads |
|
Abrasion zones |
Targeted protection |
Impact-resistant overlay plates |
Key Principle
Standardised fixing and geometry — with location-specific material selection
Execution
Each chute was configured based on its actual wear behaviour:
- Impact zones reinforced
- Flow paths optimised
- High-wear areas selectively upgraded
Outcome — Predictability Over Longevity
The goal was not to maximise individual component life.
It was to ensure all components reached the shutdown window together
Results
- Wear life became consistent across chutes
- Maintenance intervals were extended
- Reline activities became synchronised
👉 The biggest gain was not longer life alone — but predictable longer lif
Operational Impact
- Reduced need for continuous monitoring
- Fewer unplanned interventions
- Maintenance aligned with available workforce
👉 Critical in an expansion environment with limited resources
Practitioner’s Reflection
1. Maintenance capacity is a design constraint
If workforce is limited, the wear solution must compensate.
2. Local optimisation is a trap
Extending one component’s life does not improve the system
if adjacent components fail earlier.
3. Synchronisation matters more than peak performance
Aligned wear life stabilises operations and reduces workload.
4. Material diversity enables system alignment
Different wear mechanisms require different material solutions.
5. System capability depends on supplier capability
Complex problems require:
- Multiple material options — beyond standard specifications
- Design flexibility — to adapt to geometry, flow, and constraints
- System-level thinking — understanding how each area interacts within the circuit
- High-performance bespoke material options — applied specifically for troubleshooting difficult wear issues
Where capability is broad, constraints can be engineered out of the system.
Final Thought
In expansion projects, success is not only measured by increased throughput.
It is measured by whether the system can operate effectively within the limits of available resources
By aligning wear life across the system:
- Maintenance becomes predictable
- Operations become stable
- Teams gain back time
We didn’t just improve wear performance —
we created operating capacity.